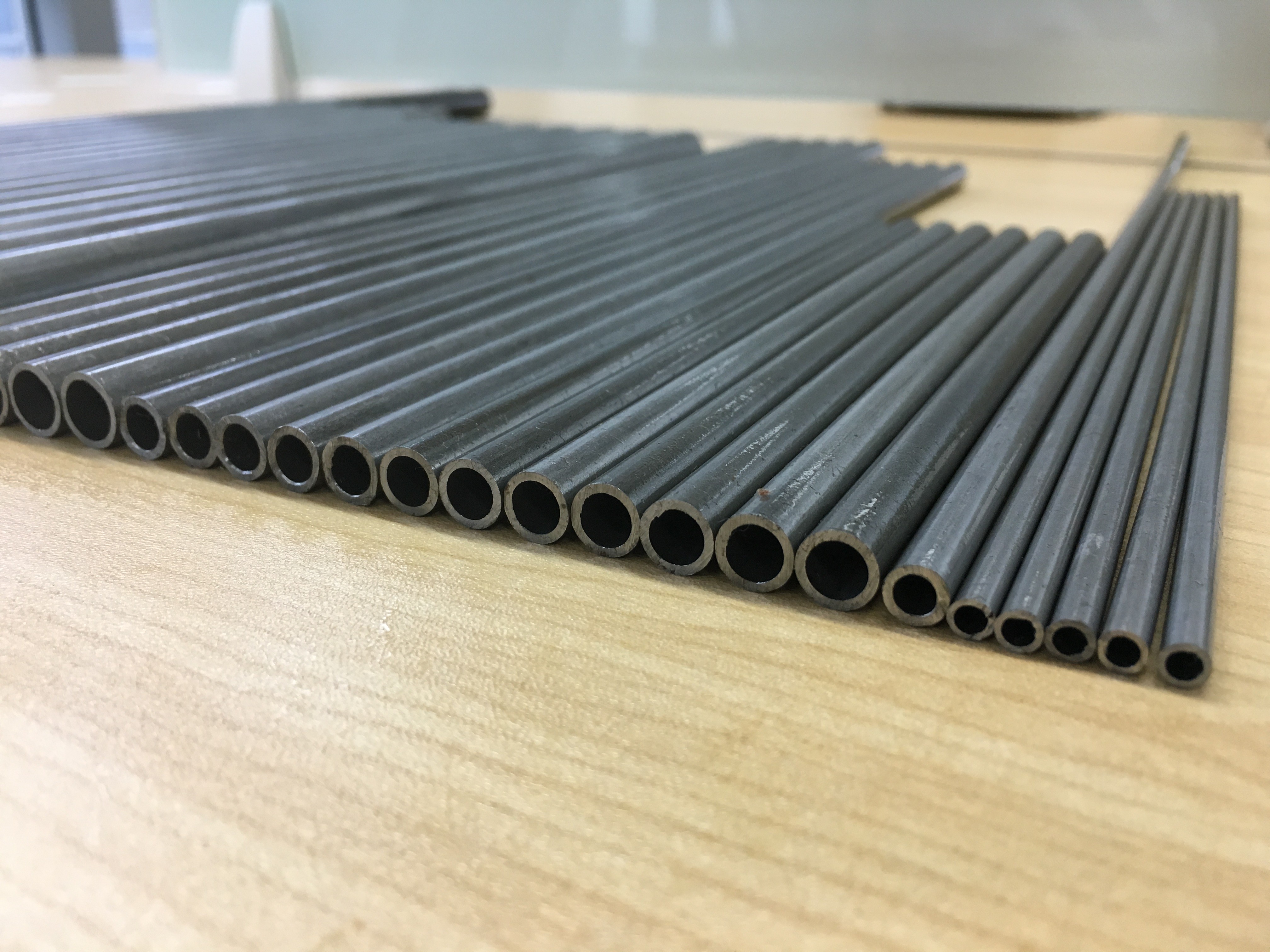
SAE J526 UNS G10080 / UNS G10100 Ciągniona na zimno spawana stal niskowęglowa Sjednościenna Rury
Spawane, jednościenne rury ze stali niskowęglowej SAE J526 przeznaczone do ogólnych zastosowań motoryzacyjnych, chłodniczych, hydraulicznych i innych podobnych, wymagających rur o jakości odpowiedniej do gięcia, kielichowania, zagniatania, formowania i lutowania twardego.
Norma techniczna: SAE J526.
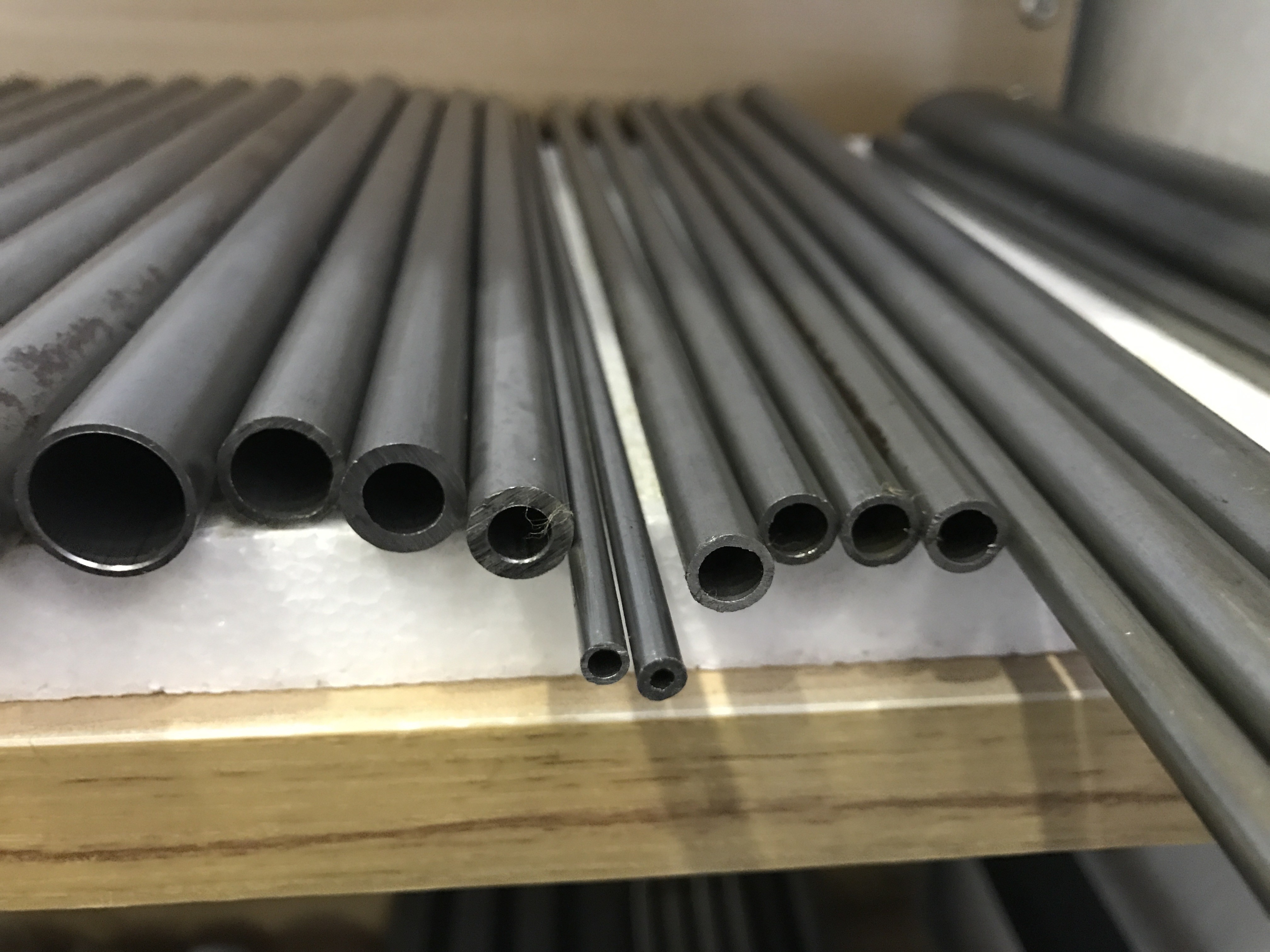
Grubość ściany:0,5-15 mm
Średnica:1-100mm
Długość:Maks. 12000 mm, na życzenie klienta
Aplikacja :Ogólne zastosowania motoryzacyjne, chłodnicze, hydrauliczne i inne podobne;
Materiał /Gatunek:UNS G10080 lub UNS G10100
Metoda produkcji:
Rury powinny być wykonane z pojedynczego paska stali ukształtowanego w rurkę, której krawędzie są połączone i uszczelnione odpowiednim procesem spawania. Po spawaniu ścieg należy usunąć z zewnątrz, aby zapewnić gładką okrągłą powierzchnię, a rury powinny być przetwarzane w taki sposób, aby uzyskać gotowy produkt, który spełnia wszystkie wymagania niniejszego dokumentu.Zazwyczaj ten rodzaj rur jest dostępny zarówno w stanie zwiniętym, jak i prostym.Wymagania dotyczące prostoliniowości powinny być uzgodnione między dostawcą a zakupem
| Gatunki stali i składy chemiczne |
| Gatunek stali |
C |
Si |
Mn |
P |
S |
| maks |
maks |
maks |
maks |
maks |
| UNS G10080 |
0,1 |
0,07-0,6 |
0,30-0,50 |
0,03 |
0,05 |
| UNS G10100 |
0,08-0,13 |
0,07-0,6 |
0,30-0,60 |
0,03 |
0,05 |
| WYMAGANIA MECHANICZNE |
| Nieruchomości |
Wartości |
| Granica plastyczności, min (przesunięcie 0,2%) |
170 MPa |
| Wytrzymałość na rozciąganie, min |
290 MPa |
| Wydłużenie w 50 mm |
14% min |
| Twardość (skala Rockwell 30 T), max |
65 |
| WYMIARY I TOLERANCJE PRZEWODÓW |
|
Kropla
Rozmiar
|
Nominalny
Rury
OD
mm
|
Poza
Średnica (2)
Podstawowy
mm
|
Poza
Średnica (2)
Tolerancja
±mm
|
Ściana
Grubość (3)(4)
podstawowy
mm
|
Ściana
Grubość (3)
Tolerancja
±mm
|
| -2 |
3,18 |
3,18 |
0,05 |
0,64 |
0,13 |
| -3 |
4,76 |
4,76 |
0,08 |
0,71 |
0,13 |
| -4 |
6,35 |
6,35 |
0,08 |
0,71 |
0,08 |
| -5 |
7,94 |
7,92 |
0,08 |
0,71 |
0,08 |
| -6 |
9.53 |
9.53 |
0,08 |
0,71 |
0,08 |
| -7 |
11.11 |
11.13 |
0,10 |
0,76 |
0,08 |
| -8 |
12.70 |
12.70 |
0,10 |
0,76 |
0,08 |
| -8 |
12.70 |
12.70 |
0,10 |
0,89 |
0,09 |
| -9 |
14.29 |
14.27 |
0,10 |
0,76 |
0,08 |
| -10 |
15,88 |
15,88 |
0,10 |
0,89 |
0,09 |
1. Inne rozmiary mogą być określone w porozumieniu między dostawcą a użytkownikiem.
2. Rzeczywista średnica zewnętrzna jest średnią z maksimum i minimum
średnice zewnętrzne określone w dowolnym przekroju rury.
3. Wymienione tolerancje reprezentują maksymalne dopuszczalne odchylenie w dowolnym punkcie.
4. W przypadku pośredniej grubości ścianki tolerancja dla następnej grubszej grubości ścianki
powinien zaaplikować.
Stan końca przewodów—
Rurki będą produkowane przy użyciu normalnych praktyk przycinania w młynie.Obejmuje to między innymi końce z pojedynczym cięciem, końce z podwójnym cięciem, końce cięte piłą i końce cięte obrotowo.Zwrócimy uwagę, aby zminimalizować zniekształcenia końcówek rur.Końcówki wymagające dalszej obróbki będą po uzgodnieniu między producentem a nabywcą rur.
Wykończenie powierzchni-
Niedoskonałości powierzchni, takie jak ślady obsługi, ślady na matrycy lub płytkie wgłębienia, nie są uważane za wady powodujące szkodę, pod warunkiem, że takie niedoskonałości nie są szkodliwe dla funkcji rurki i mieszczą się w granicach tolerancji określonych dla średnicy i grubości ścianki.Nie jest wymagane usuwanie takich niedoskonałości powierzchni.Niewielkie ściegi spawalnicze i rozpryski na wewnętrznej powierzchni są dopuszczalne, ale muszą być utrzymywane na minimalnym poziomie zgodnie z dobrą praktyką spawalniczą.Specjalne wymagania dotyczące ściegu spoiny muszą być uzgodnione w momencie zakupu.
Odpowiednia norma: SAE J1677-Testy i procedury dla rur ze stali niskowęglowej SAE i rur z niklu miedzianego
Test twardości—SAE J1677—5,6
Test zginania—SAE J1677-5,3
Test odporności na ciśnienie—SAE J1677-5,8
Nieniszczący test elektryczny—SAE J1677—5.9
Test spłaszczania—SAE J1677—5.1
Test rozszerzenia—SAE J1677—5.4
Próba rozciągania—SAE J1677—5.7
SAE J409-Analiza produktu – Dopuszczalne odchylenia od określonej analizy chemicznej wytopu lub staliwa

Standardy referencyjne:
SAE J409 — Analiza produktu — dopuszczalne odchylenia od określonej analizy chemicznej wytopu lub staliwa
SAE J514 — złączki do rur hydraulicznych
SAE J516 — hydrauliczne złączki do węży
SAE J533 — Flary do rurek
SAE J1065 — Ciśnienie znamionowe dla przewodów hydraulicznych i złączek
SAE J1290 — samochodowy układ hamulcowy hydrauliczny — przyłącze do rur metrycznych
SAE J1453 — uszczelka czołowa typu O-ring
SAE J1677 — testy i procedury dla rur ze stali niskowęglowej SAE i rur z niklu miedzianego
 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!