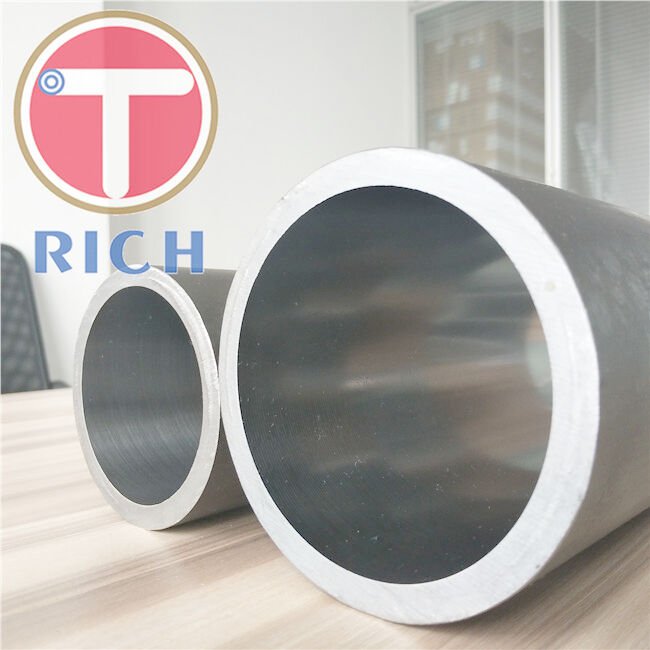
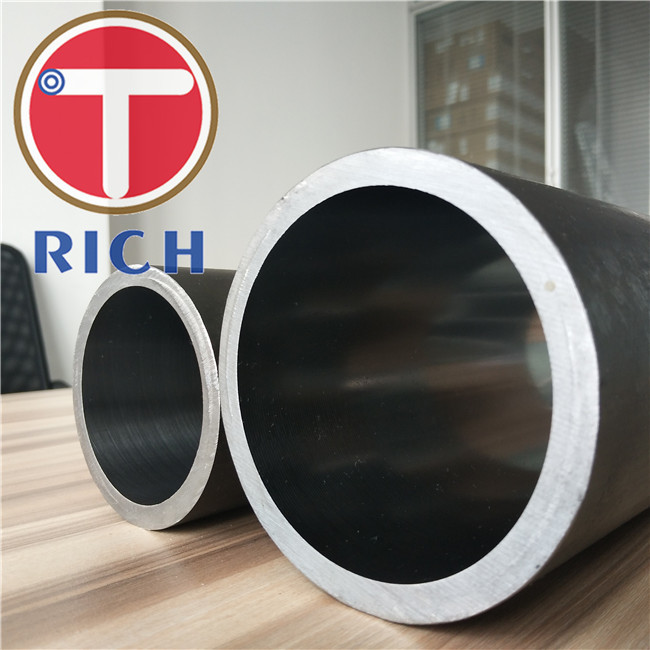
Rura cylindra hydraulicznego E355 ST52 H8 Rura szlifowana
Metoda produkcji:
Ciągnione na zimno, walcowane na gorąco + głęboki otwór
Orzecznictwo:
ISO9001, SGS,
Materiał:
Stal węglowa, stal stopowa, stal nierdzewna
Standard i klasa:
DIN2391-2 ST52, EN10305-1 E355, C45E, 25CrMo4,42CrMo4, CK45, E410, E470, ASTM A519 SAE1020, SAE1026, SAE1045, SAE1518, SAE1541, SAE4130, SAE4140, SAE4145, SAE4340 itd.
Zakres rozmiarów:
ID maks. 300 mm do ciągnienia na zimno,
ID 500 mm do wytaczania głębokich otworów
Tolerancja ID:
ISO H8
Wykończenie końcowe:
Płaskie końce z kwadratowymi nacięciami, bez zadziorów
Chropowatość otworu:
Ra0,30um max dla rur szlifowanych, Ra0,25um max dla rur gładzonych i polerowanych rolkowo
Wykończenie końcowe:
Płaskie końce z kwadratowymi nacięciami, bez zadziorów
Stosowanie:
Siłownik hydrauliczny, cylinder pneumatyczny
Cecha produktu:
1.Wysoka precyzja (pozwala obniżyć koszty obróbki).
2. doskonałe wykończenie powierzchni
3.Dobra wydajność mechaniczna (wyżarzanie, jasne wyżarzanie, podgrzewanie QT na stalowych rurach, aby osiągnąć mechaniczne wymagania klientów).
1. + C / BK
Brak obróbki cieplnej po końcowym procesie ciągnienia na zimno.
2. + LC / BKW
Po końcowej obróbce cieplnej następuje odpowiedni ciąg ciągnienia.
3. + SA / BKS
Po ostatnim procesie ciągnienia na zimno następuje obróbka cieplna odprężająca w kontrolowanej atmosferze.
4. + A / GBK
Po procesie ciągnienia na zimno rury są wyżarzane w kontrolowanej atmosferze.
5. + N / NBK
Po końcowej operacji ciągnienia na zimno rury są normalizowane w kontrolowanej atmosferze.
Zdjęcia produktów

Przedstawienie firmy
KONTROLA JAKOŚCI
1. Przychodząca kontrola surowców
2. Segregacja surowców w celu uniknięcia pomylenia gatunków stali
3. Nagrzewanie i wbijanie końcówki do ciągnienia na zimno
4. Ciągnienie na zimno i walcowanie na zimno, kontrola na linii
5. Obróbka cieplna, + A, + SRA, + LC, + N, Q + T
6. Prostowanie-przycinanie do określonej długości-kontrola zakończonych pomiarów
7. Testy mechaniczne we własnych laboratoriach z wytrzymałością na rozciąganie, granicą plastyczności, wydłużeniem, twardością, uderzeniem, mikrostrukturą itp.
8. Pakowanie i magazynowanie
100% naszych rur stalowych jest sprawdzanych wymiarowo
100% naszych rur stalowych jest sprawdzanych wizualnie, aby zapewnić ich doskonały stan powierzchni i brak uszkodzeń powierzchni.
100% test prądów wirowych i test ultradźwiękowy w celu wyeliminowania wad podłużnych i poprzecznych
 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!